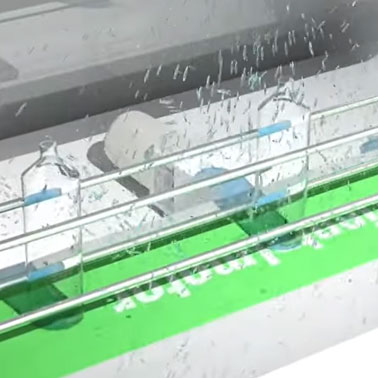
防水防鏽,全面守護食品安全!IP66/IP67/IP69K馬達如何助力解決食安隱患
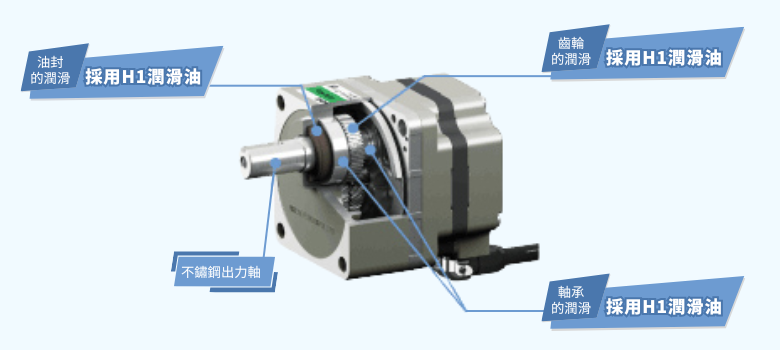
食品安全新防線:對應H1防止潤滑油污染食品
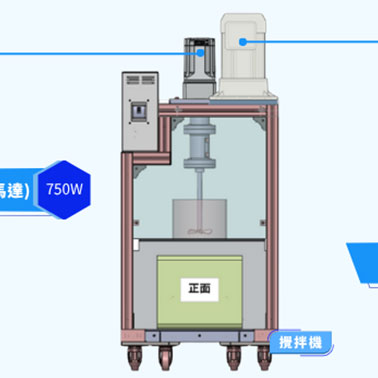
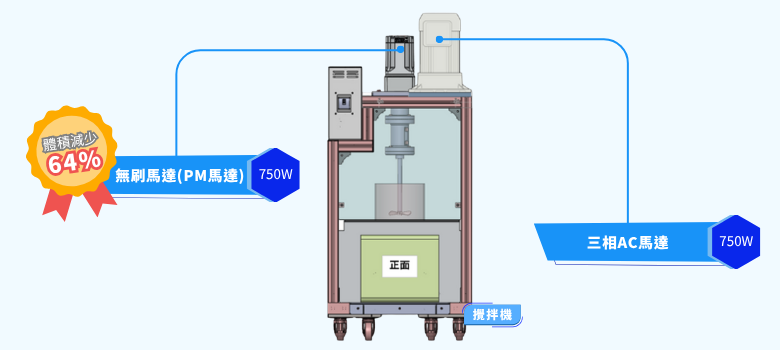
解決攪拌機的空間限制與重量負擔
提升食品包裝機的成本效益
破解間歇性加工產業痛點,全面提升產速與產能
滿足法規與節能需求的出口導向食品設備
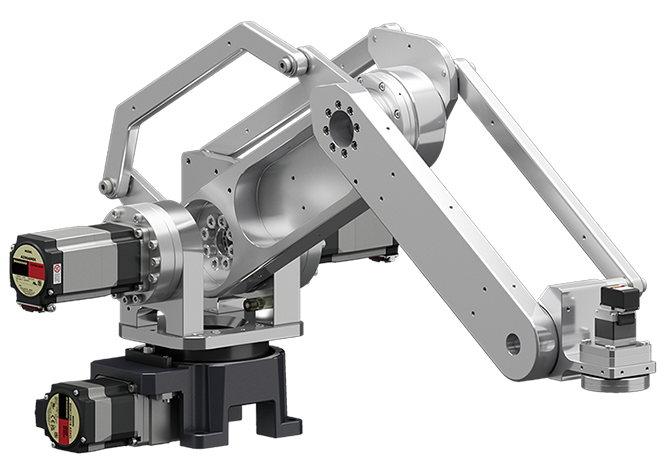
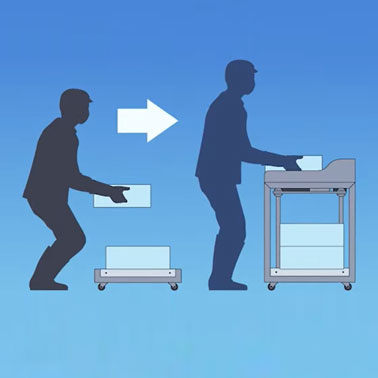
產線自動化雙引擎:省力搬運+機械手臂,助攻缺工困局








 2025 食品包裝機械展
2025 食品包裝機械展
 2025 自動化展
2025 自動化展
 2025 半導體展
2025 半導體展
 2025 五金展
2025 五金展
 2025 醫療科技展
2025 醫療科技展
 2026 工具機展
2026 工具機展